湘西316L不锈钢珩磨管简介
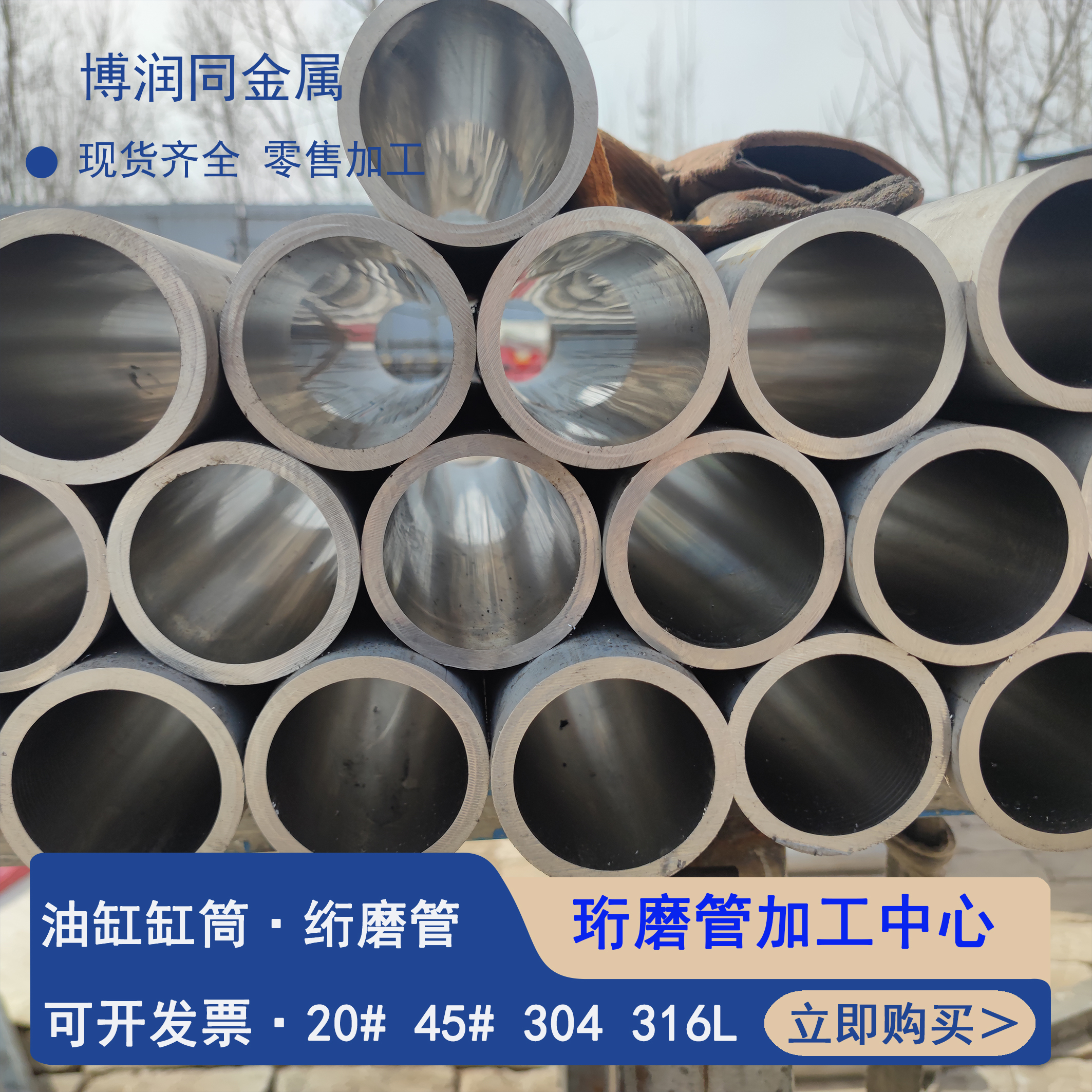
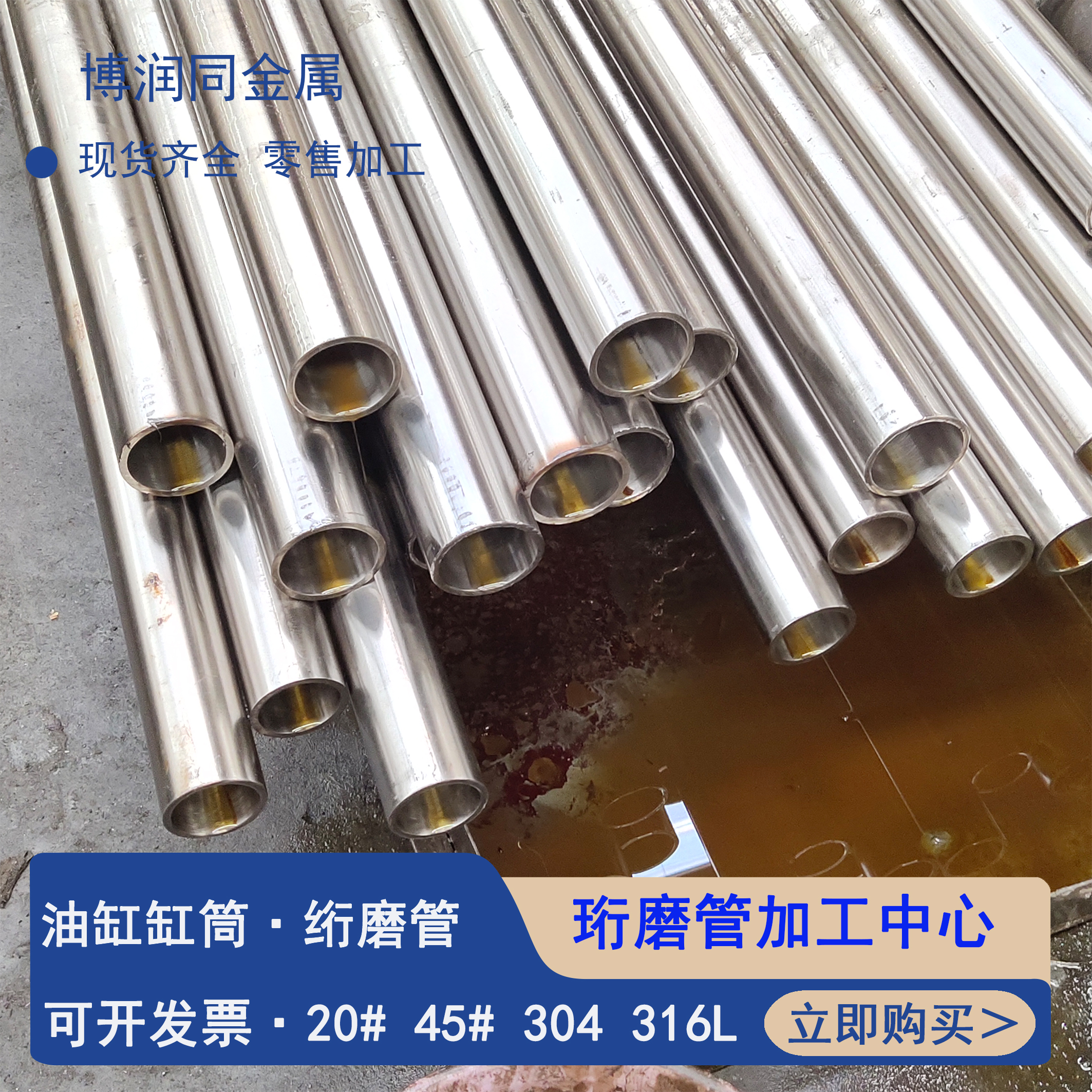
什么是珩磨 ? 珩磨就是用镶嵌在珩磨头上的油石对工件表面施加一定压力,珩磨工具或工件同时作相对旋转和轴向直线往复运动,切除工件上极小余量的精加工方法.使内孔达到我们所需要的公差尺寸及表面粗糙度要求。根据客户要求珩磨加工,能达到公差范围(如H7,H8,H9等),粗糙度能达到Ra0.4,椭圆度达到3~5丝范围内,长度最长能到8m。
不锈钢珩磨管是管子经过珩磨加工了,所以称珩磨管。油缸管是油缸使用的管,油缸用的管不一定是珩磨过的,也可能是滚压过的
目前生产品种规格为:内径直径20mm―600mm,壁厚为2mm―100mm。技术条件为:内孔精度H5―H8,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#―45#、16Mn、304不锈钢、316L不锈钢、27SiMn及部分低合金钢,标准GB8713-88。规格为20-600*2-100mm,长度为2-12M的各种类型油缸管,年产销售能力3万吨。设备先进,生产工艺优化,检测手段完善。

湘西316L不锈钢珩磨管新闻
2、将划伤部位用角磨机外表处理,打磨深度1毫米以上,并沿导轨打磨出沟槽,最好是燕尾槽。划伤两头钻孔加深,改动受力情况。
3、用脱脂棉蘸丙酮或无水乙醇将外表清洗洁净。
4、金属修正资料涂抹到划伤外表;第一层要薄,要均匀且悉数掩盖划伤面,以保证资料与金属外表最好的粘接,再将资料涂至整个修正部位后重复按压,保证资料填实并抵达所需厚度,使之 比导轨外表略高。
5、资料在24℃下完全抵达各项功用需求24小时,为了节约时间,能够通过卤钨灯跋涉温度,温度每跋涉11℃,固化时间就会缩短一半,最佳固化温度70℃。
6、资料固化后,用细磨石或刮刀,将高出导轨外表的资料修正平坦,施工完毕。
湘西316L不锈钢珩磨管现货
| 珩磨管 | 20#/45#/27simn/304/316L | 351*300 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 珩磨管 | 20#/45#/27simn/304/316L | 426*400 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 珩磨管 | 20#/45#/27simn/304/316L | 450*420 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 活塞杆 | 45#/40Cr | 200*200 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 活塞杆 | 45#/40Cr | 165*165 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 活塞杆 | 45#/40Cr | 160*160 | 国标 | 大量 | 大量 | 电议 | 无锡 |