最重要的是缸套最好要先焊接了再珩磨。如果要想让密封件不受焊接变形影响,可以把缸筒焊接部分(密封件区域)车大0.5,比如你把前端缸筒的内径车道63.5。但是你要记住你的缸盖的伸入配合部分的尺寸也要相应的大0.5,这样就可以避开焊接的影响区了。
液压油缸套 的的材质有很多,要焊什么一定要弄清所焊区域的材质是什么以后才能选焊材。如果液压油缸是成品,那么是经过精加工的,要考虑到焊接变形的影响,随便焊的话,很可能导致变形后油缸不能使用喔。
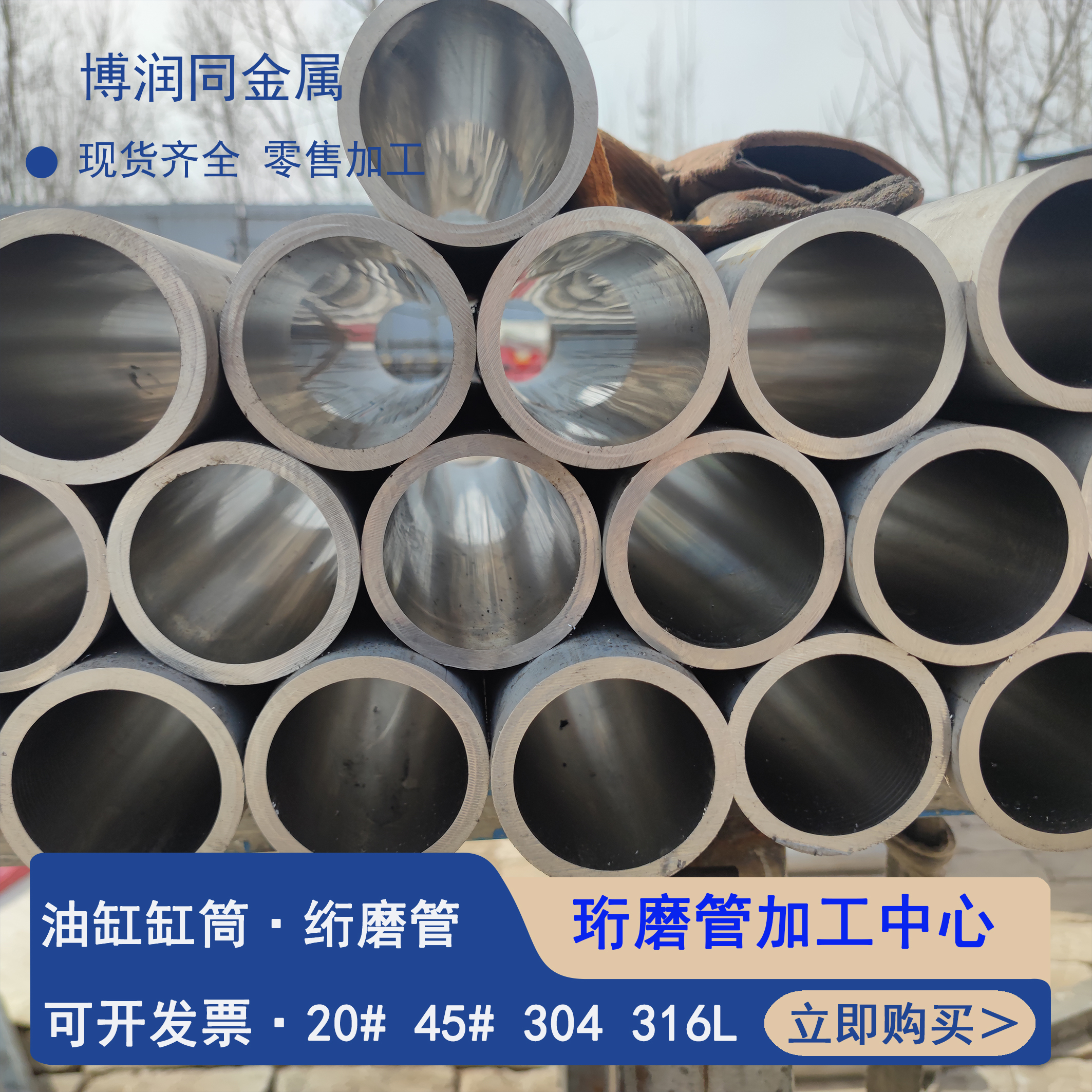
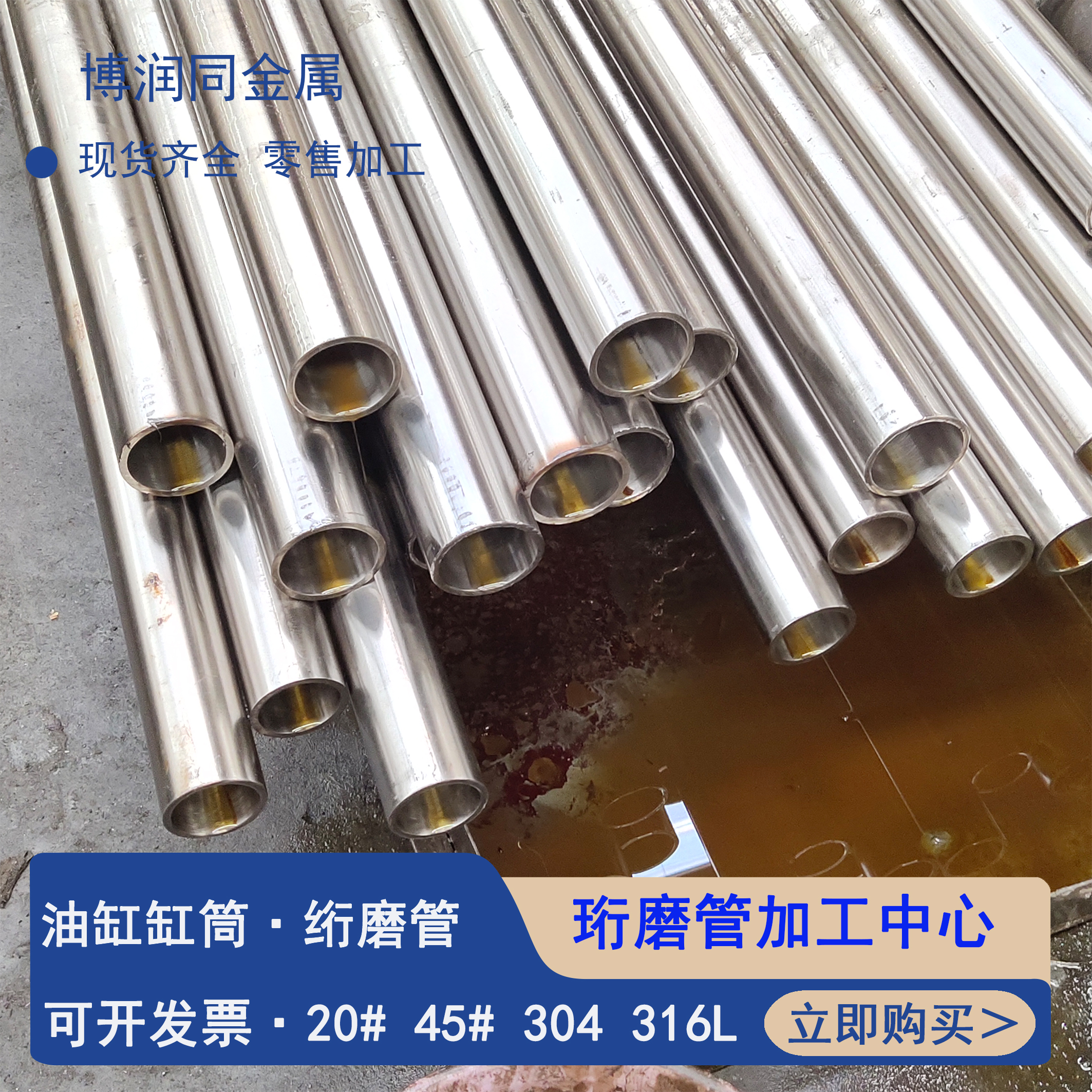
目前生产品种规格为:内径直径20mm―600mm,壁厚为2mm―100mm。技术条件为:内孔精度H5―H8,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#―45#、16Mn、304不锈钢、316L不锈钢、27SiMn及部分低合金钢,标准GB8713-88。规格为20-600*2-100mm,长度为2-12M的各种类型油缸管,年产销售能力3万吨。设备先进,生产工艺优化,检测手段完善。
银川厚壁绗磨管现货
| 珩磨管 | 20#/45#/27simn/304/316L | 320*300 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 珩磨管 | 20#/45#/27simn/304/316L | 340*320 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 珩磨管 | 20#/45#/27simn/304/316L | 370*350 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 珩磨管 | 20#/45#/27simn/304/316L | 426*350 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 珩磨管 | 20#/45#/27simn/304/316L | 402*320 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 珩磨管 | 20#/45#/27simn/304/316L | 402*322 | 国标 | 大量 | 大量 | 电议 | 无锡 |
银川厚壁绗磨管简介
a.电镀层黏结欠好。电镀层黏结欠好的首要原因是:电镀前,零件的除油脱脂处理不充分;零件外表活化处理不完全,氧化膜层未去除掉。
b.硬辂层磨损。电镀硬铬层的磨损,大都是因为活塞的冲突铁粉的研磨效果构成的, 中心夹有水分时,磨损更快。因金属的接触电位差构成的腐蚀,只发作在活塞接触到的部位,而且腐蚀 是成点状发作的。与上述相同,中心夹有水分时,会促进腐蚀的翻开。与铸件比较,铜合金的接触电位差要高,因而铜合金的腐蚀程度较严峻。
c.因接触电位差构成的腐蚀。接触电位差腐蚀,关于长时间作业的液压缸来说,不易发作;关于长时间连续不必的液压缸来讲是常见的缺陷。