160mm孔加工为例,我们取v=30~40m/min,f=0.1~0.25mm/r。冷却清洁我们采用HT-40机械油:煤油(GB258-64)=1:1,也可采用硫化油:柴油=1:1配方。加工时压力油从滚压头后部冲向镗滚刀,经未加工表面从床头侧排到油槽中,这样避免了脱落的切屑刮伤已加工表面。油箱的设计,主要问题是清洁、沉淀而不是冷却,因为切削油每20min循环一次,根本来不及沉淀,加大容量不是方法。过滤问题主要通过选择合适的过滤器材和在工艺上来保证。现场证实,过滤网孔隙太大,毛毡孔隙太小轻易堵塞。 武汉珩磨管厂家现货
| 活塞杆 | 45#/40Cr | 130*130 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 活塞杆 | 45#/40Cr | 70×70 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 活塞杆 | 45#/40Cr | 35×35 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 活塞杆 | 45#/40Cr | 16*16 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 活塞杆 | 45#/40Cr | 8*8 | 国标 | 大量 | 大量 | 电议 | 无锡 |
| 珩磨管 | 20#/45#/27simn/304/316L | 16*12 | 国标 | 大量 | 大量 | 电议 | 无锡 |
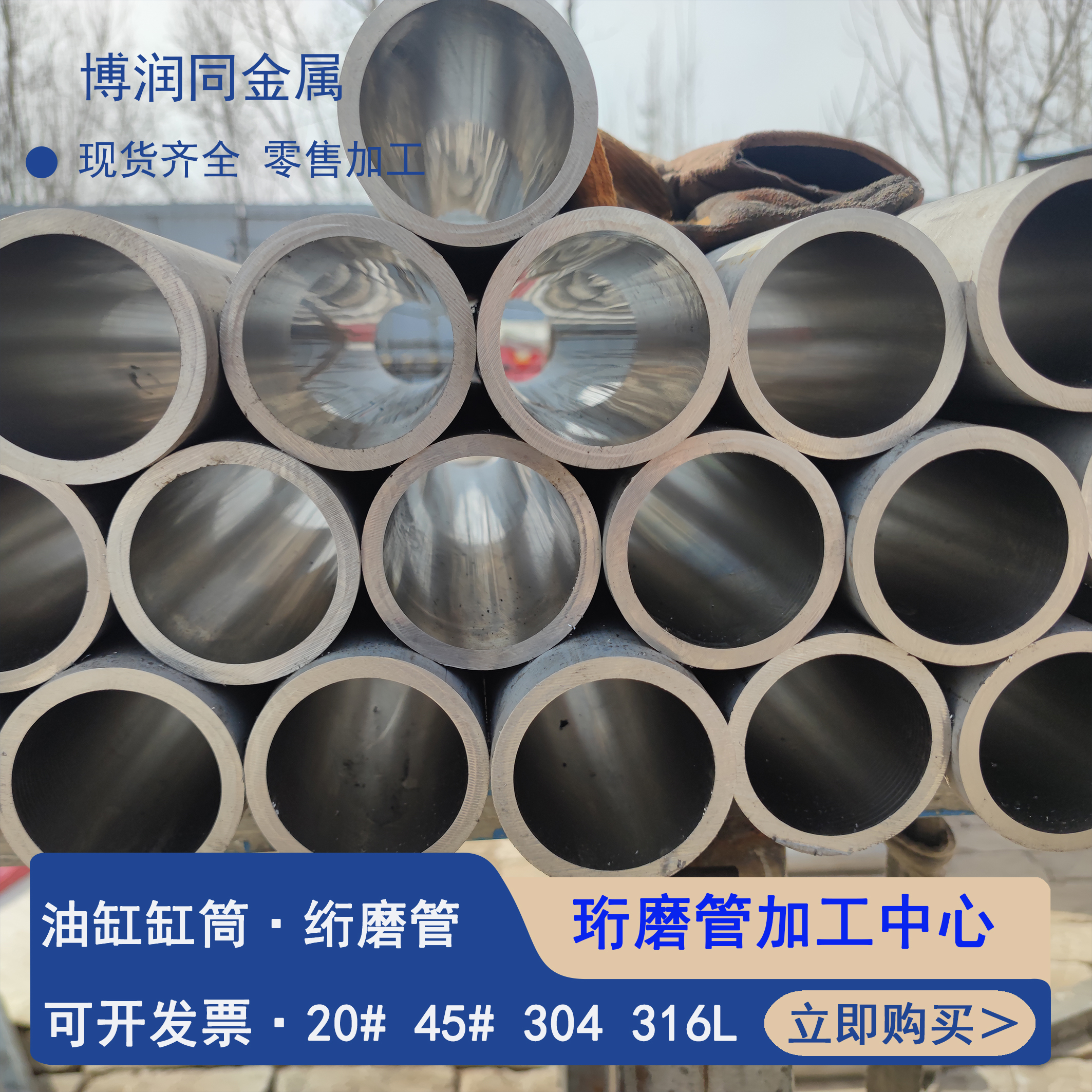
武汉珩磨管厂家简介
③ 从管路进入的异物,有多种情况。
a.清洗时不留神。管路设备好往后进行清洗时,不该通过缸体,有必要在缸体的油口前边加装旁通管路。这一点很重要。否则,管路中的异物将进入缸内,一旦进入,即难以向外清扫,反而变 成向缸体内运送异物了。再者,清洗时要考虑设备管路操作中所进异物的取出办法。此外,对管内的腐蚀等在管路设备之前即应进行酸洗等手续,有必要完全去掉锈蚀。
b.管子加工时构成的切屑。管子在定尺加工之后,在做两头去毛刺操作时,不该有遗留。再者,在做焊接管路操作的场所邻近放置钢管,是构成焊接异物混进的原因。在焊接操作地址邻近放 置的管子,管口都要封住。还有必要留神的是,管件资料应在无尘土的作业台上备置完全。